par admin | Mai 25, 2024 | Actualités
Actualité liée au salon 3DPrint (4-5-6 Juin à Lyon) approchant et publiée sur le site de la revue Essais&Simulation
https://essais-simulations.com/simetal3d-et-additivelab-research-nouvelles-avancees-et-presence-au-salon-3dprint-2024/
par admin | Mai 8, 2024 | Actualités
Focus sur Simetal3D, la simulation numérique de la fabrication additive métallique et sur AdditiveLab -Research …
-Research …
par admin | Oct 15, 2023 | Actualités
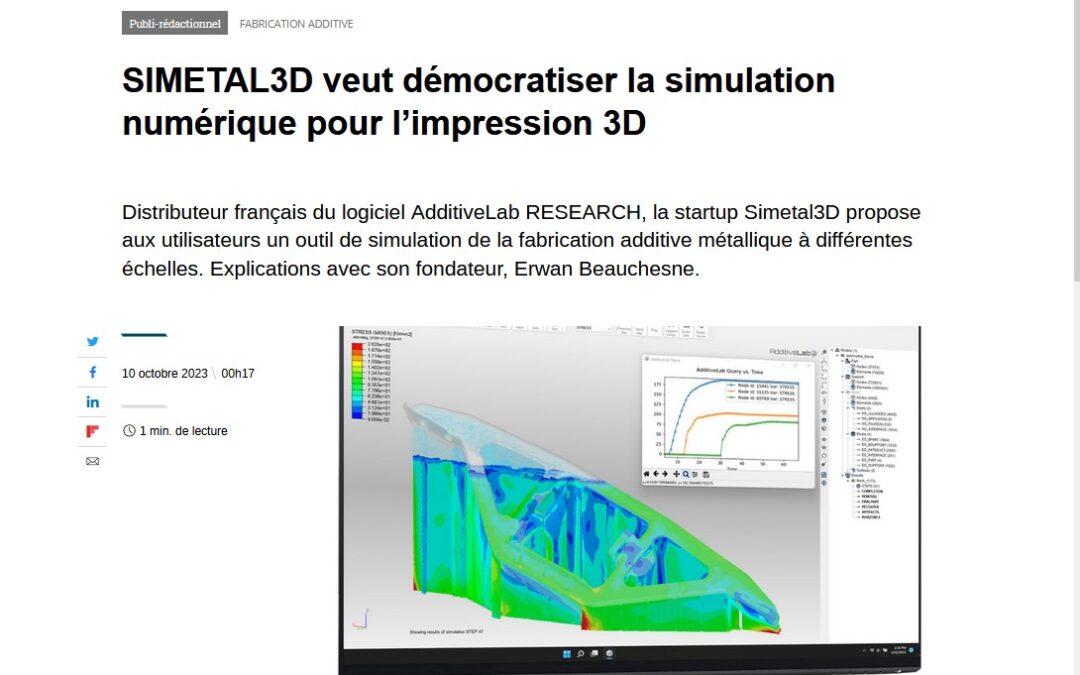
 Simetal3D a été sélectionné pour faire parti du dossier spécial fabrication additive du numéro de l’Usine Nouvelle sorti à l’occasion du salon 3DPrint. L’occasion de découvrir les acteurs reconnus du secteur et la place de Simetal3D dans cet environnement. (suite…)
Simetal3D a été sélectionné pour faire parti du dossier spécial fabrication additive du numéro de l’Usine Nouvelle sorti à l’occasion du salon 3DPrint. L’occasion de découvrir les acteurs reconnus du secteur et la place de Simetal3D dans cet environnement. (suite…)
par admin | Sep 11, 2023 | Actualités
Je serai présent à l’évènement Aerospace Additive Manufacturing Summit les 20 et 21 Septembre prochains à Toulouse. C’est une journée de conférences et d’ateliers pour faire le point sur les avancées de la fabrication additive pour les secteurs aéronautique et spatial, suivie, le lendemain, par une journée de rendez-vous d’affaires. Je vous attends table 9 pour discuter de vos projets et pour vous présenter AdditiveLab-Research !


Commentaires récents