Formation du bain de fusion
La chaleur se propage par phénomène de conduction entre les grains de matière, puis avec le substrat ou les couches précédentes. Les grains fondent et s’agglomèrent pour former un bain liquide.
Ce bain de fusion est le théâtre de plusieurs forces hydrodynamiques complexes telles que la tension de surface qui donne à la partie supérieure cette forme hémisphérique caractéristique et les forces de Marangoni qui créent un mouvement de convection au sein de bain. Lorsque le bain de fusion est formé, le transfère de chaleur est régit principalement par ces forces de convection.
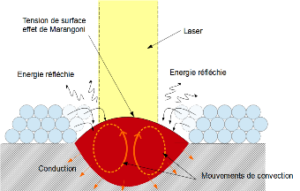
Fig 1 : forces régissant le comportement du bain de fusion
Comportement stable du bain de fusion
Plusieurs phénomènes remarquables ont lieu au sein du bain de fusion. A l’avant la poudre avoisinante est attirée dans le bain de fusion par tension de surface. A l’arrière du bain la matière se solidifie très rapidement. Les gradients thermiques sont donc différents selon l’endroit considéré dans le bain.
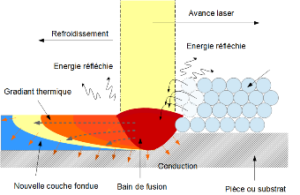
Fig 2 : comportement du bain de fusion en mode conductif et stable

Fig 3 : Vue d’un cordon de soudure en issue d’un régime stable (thèse Anaïs Baumard)
La puissance et la vitesse laser jouent un rôle de premier ordre dans la stabilité du bain de fusion. Les vitesses de circulation de la matière fondue sont très élevées. Au delà d’une certaine limite, il arrive que des particules de matière fondue soient ejectée du bain. Ce phénomène s’intensifie avec la puissance laser. Ces éjectats retombent plus loin sur la poudre non encore fondue et seront responsables de défauts plus ou moins important lorsque le laser passera dans cette zone.
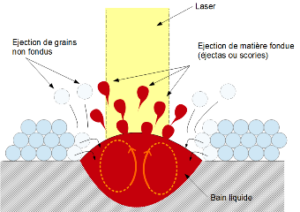
Fig 4 : formation d’éjectas et expulsion de grains non fondus

Fig 5 : formation d’éjectas et autres phénomènes au voisinage du bain fondu (thèse Valérie GUNENTHIRAM)
Comportement instable du bain de fusion
De même, la taille du bain augmente avec l’intensité du laser. Il existe une limite d’équilibre entre la vitesse et la puissance laser (la limite de Rayleigh-Plateau) au delà de laquelle le cordon de soudure devient discontinu (effet de balling).
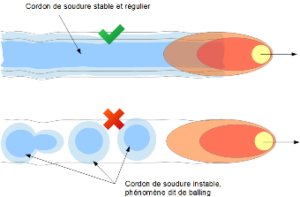
Fig 6 : Cordon de soudure stable et continu versus effet balling
Enfin, lorsque l’énergie absorbée devient trop importante, la température au sein du bain de fusion dépasse le point de vaporisation de la matière. Il se forme une colonne de vapeur éjectée à très grande vitesse pouvant dépasser celle du son. Au sein du bain, cette vapeur génère des mouvements de convection qui déstabilisent l’équilibre des forces en présence. Il se créer une force dit de recul qui contrebalance la force de tension de surface et repousse le métal liquide vers le bas formant ainsi un creux appelé capillaire.
Lorsque ce phénomène s’intensifie, l’instabilité produite creuse le bain pour atteindre les couches précédentes et le laser pénètre plus profondément la matière.
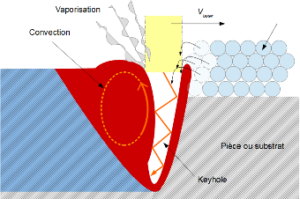
Fig 7 : formation d’un capillaire traversant plusieurs couches fondues
Lorsque le « keyhole » est trop profond, la paroi peut s’écrouler ce qui conduit à la formation de porosités lorsque le gaz n’a pas le temps de s’échapper.
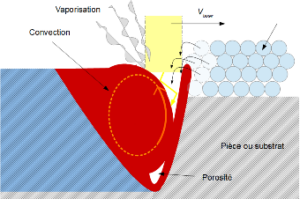
Fig. 8 : Formation de porosités dues à l’instabilité du bain de fusion
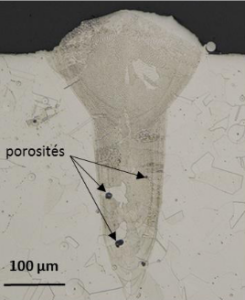
Fig. 9 : Présence de porosités au sein d’un bain de fusion de type « keyhole » (thèse Anaïs Baumard)
Le mode « keyhole » peut être volontairement atteint de manière à assurer la continuité de fusion sur plusieurs couches mais au risque de générer des porosités lorsqu’il est mal maitrisé et devient instable.
Enfin lorsque le laser s’arrête, l’action de la force de recule s’annihile instantanément, la tension de surface et les forces de Marangoni reprennent le dessus le temps que la matière se solidifie. Le bain de fusion oscille jusqu’à se solidifier complètement.
Commentaires récents